На предприятие ООО СМНУ Пусконаладка поступил заказ на ремонт шнека экструдера в количестве 2 штуки.
Данный экструдер применяется в пищевой промышленности для формирования различных продуктов.
Шнек является базовым, ключевым элементом экструдера.
Общая длина шнека 2 метра.

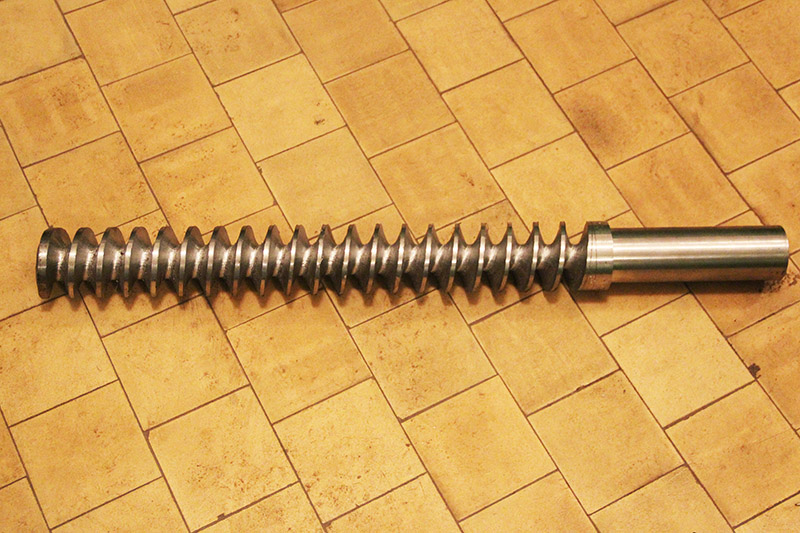
На фото шнек экструдера. Элементы нуждающиеся в замене сняты с шлицевого вала.
В ремонте нуждался не весь шнек, а лишь несколько съёмных шнековых элементов подвергшихся наибольшему износу.
Все изношенные детали находятся со стороны зоны выталкивания продукта.
Детали этой зоны находятся под воздействием большого давления и интенсивных сдвиговых деформаций, сопровождающихся выделением внутреннего тепла в результате интенсивного трения о поверхности витков шнека и сжатия выталкиваемого конечного продукта.



На фотографиях представлен шнековый элемент со следами наибольшего износа
Особенности конструкции шнека
Транспортная секция шнека имеет Шаг витка уменьшающийся в направлении подачи продуктов.
Конструкция шнека является сборной, состоит из нескольких элементов.
Основой является шлицевой вал, на котором размещаются шнековые элементы с ответными внутренними шлицами.
Шнековые элементы размешаются в нужном количестве на на шлицевом валу и закрепляются торцевыми гайками.
Такая конструкция шнека позволяет, соединить различное число модулей, что обеспечивает оптимизацию геометрии экструдера для применения в каждом конкретном случае применения экструзионной установки.
Все упомянутые особенности конструкции шнека предъявляют повышенные требования к точности и качеству при изготовлении элементов шнека.
Для успешного сопряжения изготовленых деталей при сборке шнека необходимо достигнуть точности:
- - положения внутренних шлицов шнековых элементов
- - винтовой линии в местах плавного сопряжения витков шнека
- - геометрии переменного шага винтов как всего шнека в сборе
- - при изменении геометрии шлицевых соединений в результате термообработки шнековых элементов
Таким образом, инженеры и специалисты по токарному делу нашего предприятия столкнулись при изготовлении элементов данного шнека с трудной задачей, которая была реализована успешно и в оговоренные с заказчиком сроки.
Чертёж шнекового элемента
Обычное явление в нашей практике, когда заказчик для изготовления аналогичной приносит только саму деталь без чертежа.
Процесс изготовления любой детали, особенно такой сложной как шнек, может производиться только при наличии чертежа.
Работы по созданию чертежа на нашем предприятии выполняет конструкторский отдел.
На основании замеров измерительными инструментами и технических расчётов выполняется чертёж, который передаётся в цех.
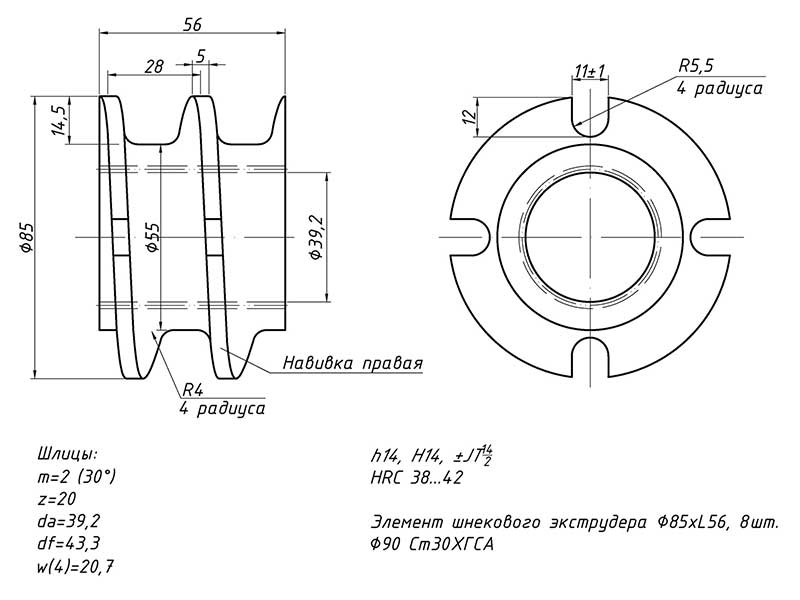
Чертёж элемента шнекового экструдера
Предварительная подготовка к токарным операциям
Для достижения геометрической точности обработки шнековых элементов на токарном оборудовании, была изготовлена оправка.
Конструктивно оправка повторяет геометрию поперечного сечения шлицевого вала являющегося частью шнека.
Длина оправки значительно короче, чем вал шнека.
Торцы оправки сделаны таким образом, чтоб жестко зафиксировать заготовки шнековые элементы с внутренними шлицами на оправке при помощи накручивающейся на резьбу гайки.

На фото оправка, имитирующая шлицевой вал шнека
Оправка вместе с зафиксированными заготовками шнековых элементов закрепляется в токарном станке для проточки витков.
На фото оправка с посаженными шнековыми элементами после всех произведённых токарных операций.

Оправка с пакетом секций шнека
Одновременная проточка витков на оправке всех секций шнека позволяет добиться идеального сопряжения витков плавно переходящих от одного элемента к последующему

На виде сверху хорошо видны прорезанные витки отдельной секции и полуотверстия для отвода пластической массы

Место сопряжения витков шнека и внутренние шлицы отдельной секции. Вид сбоку
Отлаженные технические процессы позволили оперативно изготовить небольшую серию этих сложных изделий в нужном для ремонта двух шнеков количестве

Три эдемента посажены на оправку, ещё три сняты. Ниже находится исходный образец шнековой секции предоставленный заказчиком.

Та же партия изделий. Снятые элементы и образец повёрнуты для лучшего обзора витков
Термическая обработка съёмных шнековых элементов
После завершения токарной обработки придавшей требуемую геометрическую форму, элементы шнека подвергли полной термоотбработке на всю глубину изделий.
Термоотбработка поможет достичь повышенных прочностных характеристик отдельным элементам шнека, что обеспечит экструдеру способность более продолжительное время работать при больших механических нагрузках находясь под воздействием механического давления и высокой температуры.
Подвергнутые термической обработке детали в некоторых пределах меняют свои геометрические размеры и форму.
Для проверки отклонений шнековые элементы обмеряны, и произведена примерка посадкой на реальный шлицевой вал экструдера.

На фото шнековые элементы после термической обработки посаженные на шлицевой вал шнека
Эжекционная пескоструйная обработка съёмных шнековых элементов
Данный экструдер применяется в пищевой промышленности, всязи с чем к изделию при изготовлении предьявлены повышенные требования.
Поверхность шнековых элементов после термообработки имеет слой окислов и окалины, которые необходимо удалить с помощью щадящей механической очистки.
Для очистки поверхности металлических изделий на нашем предприятии применяется обработка в необитаемой стационароной пескоструйной камере.
Эжекционное пескоструйное оборудование нашего предприятия обладает высокой производительностью, позволяет эффективно настроить подачу абразива, что позволяет достичь требуемой чистоты и шероховатости поверхности изделий.
Вся партия съёмных шнековых элементов прошла процесс очистки.

На фото виден характерный матовый оттенок поверхности изделий, который появляется после пескоструйной обработки.
После пескоструйной обработки поверхности шнековых элементов они преобретают окончательные форму и вид.
Сборка шнека. Готовое изделие.
Сборка шнека осуществляется посадкой шнековых элементов на шлицевой вал экструдера.
При сборке соблюдается порядок расположения шнековых элементов и их пространственное расположение на оси шлицевого вала.

Шнек экструдера в сборе.
Полуотверстия на внешнем диаметре шнека находятся на одной линии, торцевые поверхности шнековых элементов плотно прилегают друг к другу, обеспечивая плавный переход витков шнека.

Места сопряжения старых и новых изготовленных элементов шнека
Фото демонстрирует идеальное сопряжение всех (старых и вновь изготовленных) шнековых элементов экструдера, достигнутое при производстве этих изделий.
Витки шнека имеют плавный переход от одного элемента к другому, обеспечивая наиболее ответственный характеристический параметр - угол наклона винтовой линии в конечной части шнека.
Торцевые поверхности старых и новых изготовленных шнековых элементов в месте прилегания не имеет зазоров

На фото место сопряжения торцевых поверхностей старых и новых элементов шнека
Результаты ремонтно-восстановительных работ шнека экструдера
Изготовление элементов шнека экструдера с переменным шагом это очень сложная многофакторная задача, с которой специалисты нашего предприятия успешно справились.
Заказчиком были предоставлены только сильно изношенные образцы шнековых элементов без чертежей и какой либо другой технической документации.
Воссоздание чертежей и все дальнейшие этапы производства деталей шнека были осуществлены безошибочно, правильно с требуемой точностью.
Благодаря комплексу подготовительных и производственных мероприятий был осуществлён качественный и оперативныйный ремонт шнеков винтового конвейера в количестве 2-х штук.
Для заказа ремонт шнека экструдера заполните и отправьте форму.
Введите e-mail и/или телефон, с Вами свяжутся в ближайшее время.
Поля отмеченные * ввести обязательно.
Примеры выполненных работ


Дата обновления 17.04.2023